
使用气密性检测仪检测音响双工位的实例分享
发布时间:2022-08-17 15:50:24
音响作为播放设备,人们对它的气密性要求极高。对音响进行气密性检测有利于防止音响出现音质失真、甚至报废的情况出现。前面我们就有分享过海瑞思科技针对几款不同型号音响的气密性检测案例,这一次需要进行检测的音响与以往分享过的型号不同,本次我们将为大家介绍海瑞思科技多工位定制型气密性检测仪,下面是音响的工位气密性检测案例展示。

音响的双工位气密性检测仪
一、音响外形展示及检测难点解析
1. 这对音响是市面上较为常见的款式,整体呈圆柱体,正面的出声区呈圆周下凹,中间与音响正面平齐的状态,音响体中间是由几个扭组成的开关区域,外部使用黑色防水性壳料进行包裹;

检测案例
2. 音响的特殊结构对它的密封性检测有难度,在前期的设计和生产过程中都会对它的外壳进性特殊的处理,且该音响有多处封闭式发声孔,在检测时无法对其进行直接检测;
二、音响密封性检测难点突破及检测过程展示
1. 通过对音响的观察我们能看到音响的正上方有几个很小的出气孔,出声区的下凹圆形是一层音响膜,可以通过模具压住上方固定往内部充入气体;
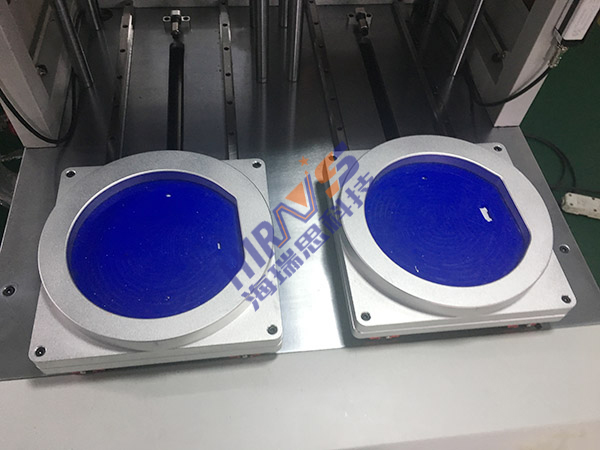
音响的气密性检测模具

音响的双工位气密性检测细节
2. 海瑞思根据音响的外形,海瑞思科技使用了检测仪与工装一体的双工位气密性检测仪,工装上有专门盛放音响的模具,这个模具是根据音响的面积进行定制的,放进去之后卡得刚好,检测时上方模具在音响上方卡住,往音响内部充气,这样就可以通过音响内部的气压来判断音响的气密性情况;

音响的双工位气密性检测过程展示
3. 当仪器启动的时候仪器会通过上方器具往音响内部充气,同时仪器气压会慢慢往上升,当气压充入到设定值的时候,音响内部将处于一个恒定的状态,这时候感应线管会判定流量值来检测出抽风管流量大小是否符合标准。
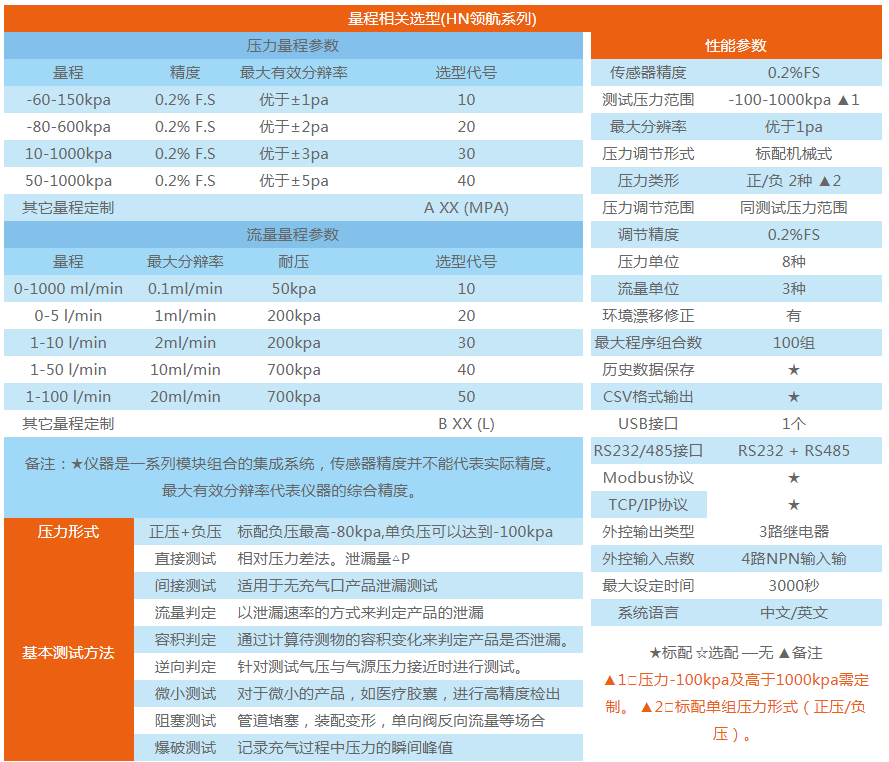
三、音响气密性检测仪参数表
1、灵活性高,功能可根据需求增加删减。
2、扩展性强,可以快速的组成多通道测试,使自动化的开发周期大大缩短。
3、分析控制系统可采用工控电脑加控制卡或者嵌入式系统等多种方式,方便MES系统的对接与实施。
4、屏幕尺寸支持定制,嵌入式系统标配7"可定制10.4"12"15";工控电脑方式屏幕尺寸不受限制。
5、标配采用海瑞思全功能阀岛,正、负两种压力形式和8种测试方法;可以将两种压力形式及五种测试方法编写成20多种测试功能,
该版权归海瑞思科技所有,禁止进行转载与伪原创,如有违反后果自负。

推荐阅读 Learn More+
- ·海瑞思检漏设备拥有了国家承认的专利
- ·为什么深圳的气密检测仪是首选?五大理由揭晓!
- ·防水测试仪的工作原理是什么?探秘水下科技
- ·感恩相伴 共同成长 深圳海瑞思科技2018年终聚餐活动
- ·气密检测设备购买指南:企业选型的关键要素
- ·气密检测仪采购指南:顶级厂家介绍与选择技巧
- ·如何找到优质的密封检测设备厂家?
- ·气密性检测深圳厂家:专业厂家如何助力产品检测
- ·企业该如何优化密封性检测设备的使用效率?
- ·气密性检测设备技术效率的改进
- ·关于智能穿戴发展你了解多少?海瑞思科技带你了解
- ·深圳密封性测试仪哪家强?全面了解这些顶级厂家!
- ·解决深圳气密测试设备常见问题——实用攻略全解析
- ·密封性检测解决方案:提升产品质量的关键
- ·使用气密性测试仪需注意哪些安全规范?
- ·深圳密封检测厂家报价:报价影响因素及如何获取精准报价




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}